定做金刚石电镀锯片价格(查看)_金刚石电镀磨轮
2021-05-18 09:05:39

怎样能使电镀砂轮磨损较慢
选择砂轮硬度的一般原则是:加工软金属时定做金刚石电镀锯片,为了使磨料不致过早脱落金刚石电镀,则选用硬砂轮。耐磨性强、寿命长。CBN砂轮磨削比可达3500—5500,比普通刚玉砂轮高百倍,比金刚石砂轮高3—5倍。
加工硬金属时,为了能及时的使磨钝的磨粒脱落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮是因为在磨削软材料时,砂轮的工作磨粒磨损很慢,不需要太早的脱离;后者是因为在磨削硬材料时金刚石电镀磨轮,砂轮的工作磨粒磨损较快,需要较快的更新。工作、综合经济效益好。

磨削锋利、磨削力小、CBN砂轮修整周期长、修整量较少、更换时间长;使用周期长,磨削比高,可获得较佳的经济性,使用中形状保持性好,无需经常更换砂轮和修整砂轮,节约工时,改善劳动条件,有利于加工操作金刚石电镀磨针。

超大型金刚石圆锯片规格、质量是关键
除要求锯机要有良好的精度外,超大型金刚石圆锯片的规格、质量等是此项技术的关键。众所周知,决定开采荒料的大小是由网锯片规格决定的。
目前,市场上要求板材的幅宽达到了1.5m左右。因此,与之相配套的金刚石圆锯片的规格必须达到Ф3500以上,同时,野外作业环境如矿山作业而平整度,冷却排屑等相对板材切割,条件更加恶劣。因此,对锯片基体的制造提出了更加严格的要求。
人造金刚石锯切工具的要求越来越高
石材行业起步晚、起点高,石材产品直接面向国际市场,为了提高石材的加工效率和加工质量,对于人造金刚石锯切工具的要求越来越高,包括切割效率,工具寿命以及锯切综合成本等。
人造金刚石锯片种类繁多,用途广泛,很难用一个固定的方法进行区分清楚,可以根据锯片的形状、制造工艺、用途和所有的金刚石的品级来进行分类。

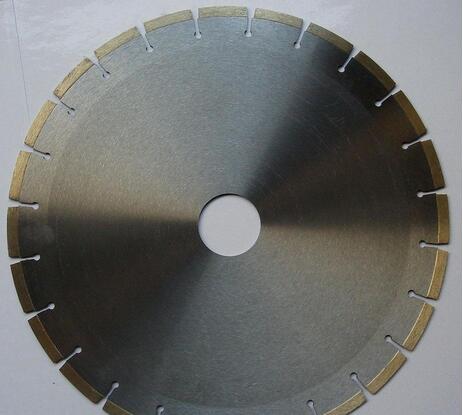
圆锯片是常用的锯切工具,直径跨度比较大,厚度范围也广,用途广泛,制造方法多难度大,圆锯片主要有三种:
节块式锯片,包括直接冷压烧结制造的干切片、经热压焊接制造的大理市花岗岩切割片,用途广泛。
连续周边式锯片,一般由冷压、烧结法制造,包括用于于是切割的玉雕锯片、其他用途的干切片和湿切片。
内圆切割片主要用于单晶硅等贵重材料的切割,为了节约贵重材料,要求厚度薄,一般用电镀法来制造。

电镀法可以制造多种金刚石工具
使用电镀法可以制造多种金刚石工具,电镀法是在常温下进行的,对于金刚石没有损害,容易操作。特别适用于制造特殊形状的金刚石工具,比如金刚石修整轮、内圆切割片、外圆切割片等。
使用电镀法制造的切割片,镀层对于基体的粘结性好,对于金刚石的把持力强,而且可以做的很薄,切削,耐磨性强,经济效益显著。

滚压锯片的基体是一种比较软的低碳钢,在外圆周边开成很窄的槽,把金刚石涂布在外圆的地方,然后用钢挤轮将金刚石挤入缝中,并使基体材料产生塑性变形,将金刚石卡嵌牢固。滚压锯片仅仅用在钟表保湿的切割和稀土铁氧体的加工。
粉末冶金法在金刚石锯片的制造中应用比较广泛,从传统的冷压-烧结锯片,到性能优异的热压复焊锯片,都可以采用粉末冶金方法制造。

金刚石工具烧结工艺
金刚石工具烧结工艺主要是烧结温度和保温时间的确定。根据设备和配方不同,烧结温度和保温时间需要进行调整,烧结温度的确定可以遵循粉末冶金制品的烧结温度确定原则,烧结温度必须低于主要成分的熔点,并使在保温期间胎体发生收缩和致密化。
冷压锯片中的玉雕锯片,湿切片和干切片根据用途不同,其胎体有铜基、铁基、镍基三种类型。











